¶ 打印后冷却
打印完成后,模型会自动在设备内进行冷却,直到粉面温度低于100°C。低于100℃才可以开门,否则打印机门仍处于锁定状态。您可以在屏幕右上角上查看冷却剩余时间和状态。这个过程至少耗时30分钟。

注意:
1)RMS220打印机打印时内舱温度很高。在打Build Unit 220温度降温到100°C之前请勿进行任何操作。
2)在移除尚未完全冷却的Build Unit 220时,请使用所提供的隔热硅胶手套。不遵循这些程序可能会导致严重的伤害,包括皮肤灼伤和/或烫伤。
3)在部件完成初始冷却之前就将从打印机中移出,可能会导致翘曲和变形。
2.当粉面温度低于100°C后,在触摸屏主界面右下角滑动解锁设备门。
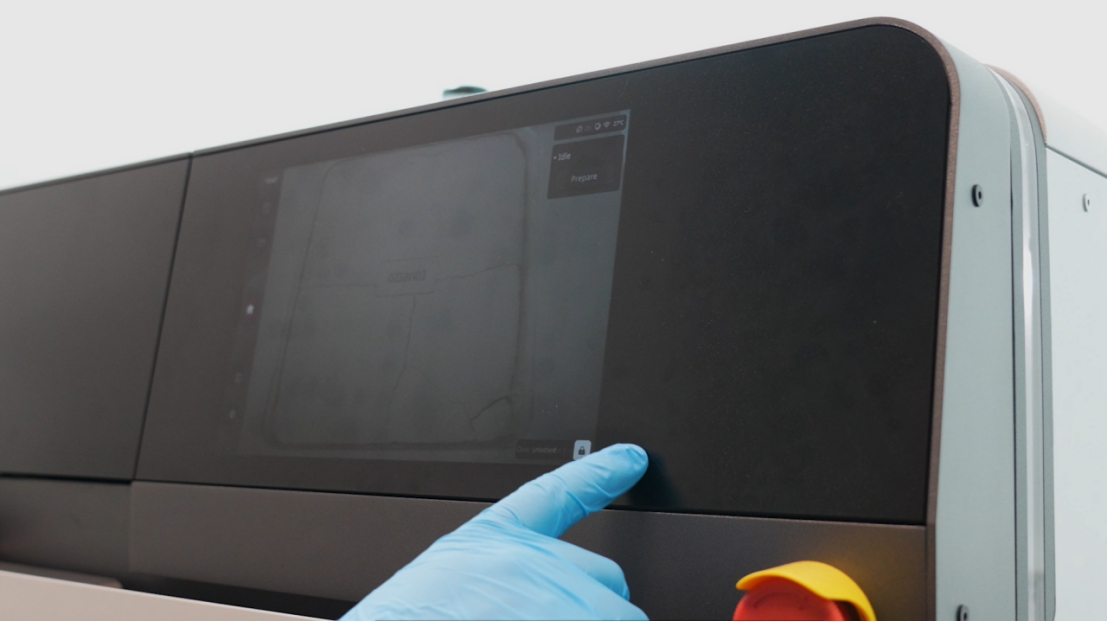
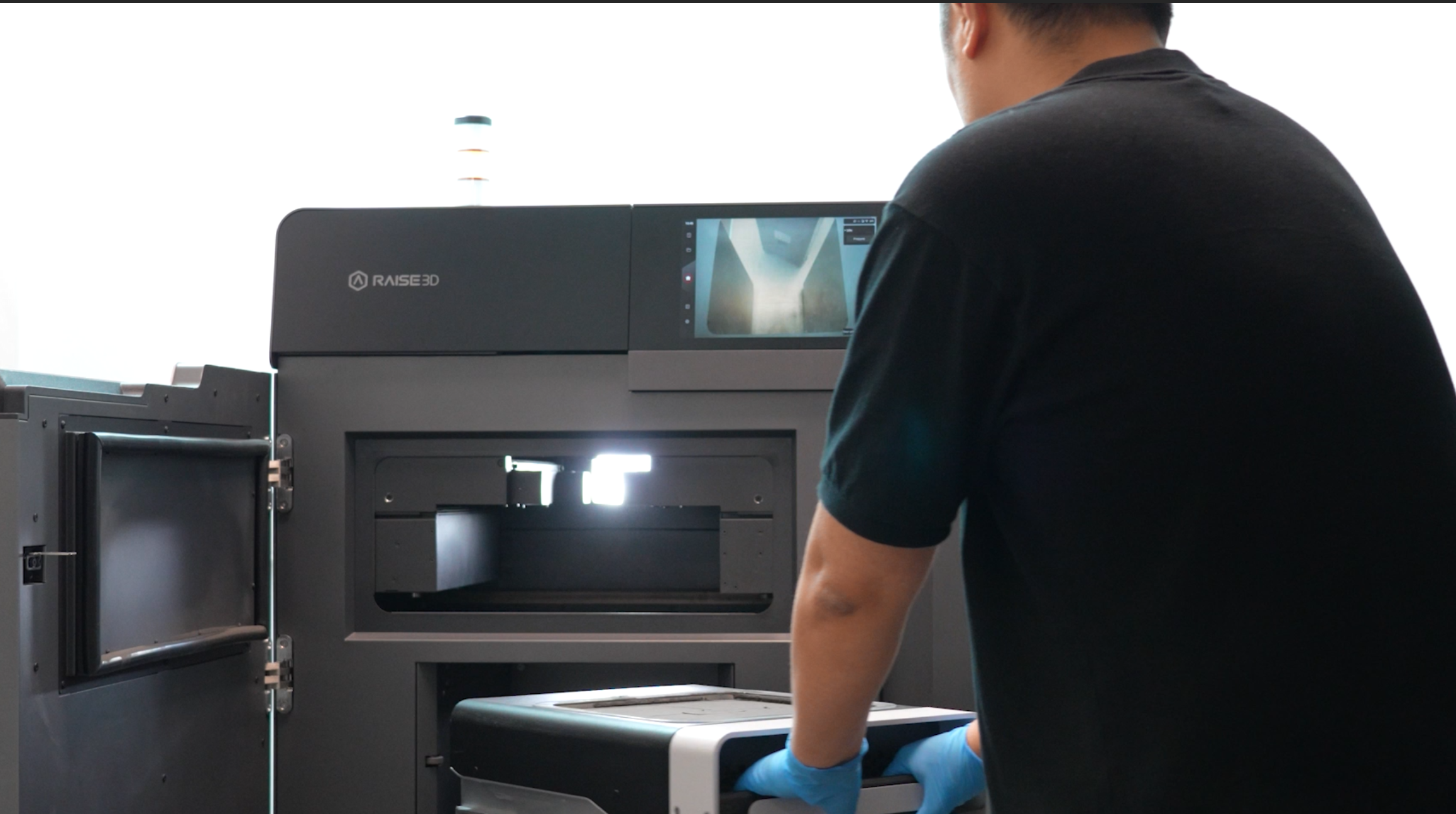
3.打开设备前门,佩戴隔热手套,将Build Unit 220从设备中拉出。

-
我们推荐您使用多组Build Unit 220,这可以让您在等待Build Unit 220冷却期间即可开始下一组打印,从而实现24/7无缝生产。
-
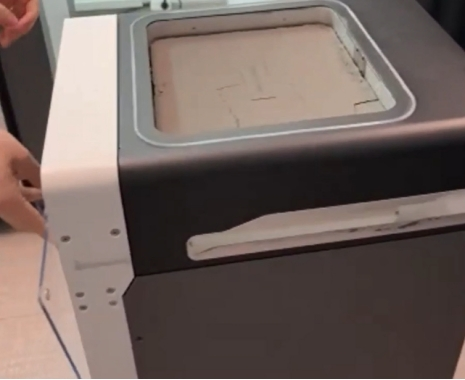
使用吸尘器将Build Unit 220顶部的零散粉末清理干净,然后将透明盖板盖在Build Unit 220顶部,进行保温并防止外部污染物进入,或内部的粉末溢出。

注意:我们建议您为Build Unit 220插上电源。插电后会启动风扇功能,加速降温。
- 将Build Unit 220在设备外静置,直到彻底冷却至所打印材料的玻璃化温度以下。
注意:
1)根据材料不同,您至少需要静置6-16小时才可以进行下一步操作。
2)C220-P清粉站内置了温度传感器,在静置的过程中,您可以打开透明盖板,然后将Build Unit 220推到C220-P清粉站检查温度。
-
冷却完成后,取下Build Unit 220顶部的透明盖板,将透明盖子吸附在Build Unit 220右侧磁吸处。
-
将Build Unit 220推入Raise3D C220-P清粉站中。

¶ 粉末回收和部件清洁
Raise3D C220-P清粉站是一款用于RMS220 SLS打印机的后处理一体机,集成粉末回收、部件提取、粉末混合等核心功能。更多说明请参考Raise3D C220-P用户手册。
注意:模型温度必须低于50℃,否则您无法在清粉站进行下一步操作。清粉站内置了温度传感器,屏幕上会有温度提示。
-
点击清粉站正面右侧操作面板的“VENT”按钮,打开设备操作平台的通风及照明。

-
点击操作面板的向上按钮,将Build Unit 220的粉面抬升至上极限。

-
等待粉面上升到最高处。

-
将粉包转移至操作区中心的圆形格栅上。

注意:
- 所有在清粉站操作平台区域与粉末接触的操作动作,建议都通过设备面板上自带的手套进行。佩戴好防护口罩和护目镜避免吸入粉尘和空气污染。
- 请佩戴好随C220-P随附的静电手环,保障人体安全,防止静电对设备产生损害。


-
点击清粉站操作面板的“SIFT”按钮,开启振动筛。

-
用手或附赠的工具(尼龙刷/钢丝刷)拆散粉包,尽量将粉包中及粘附在制件表面的未烧结成型粉末打散。制件放于一侧,松散的粉末推入格栅中,使其能进入格栅下方的振动筛。

-
在回收粉末的过程中,应使用尼龙刷/钢丝刷来清除残留的粉末。使用尼龙钢丝刷尽可能多地将剩余粉未移入格栅中。

-
如果打印件有空洞或更多细节部分,可以使用随附的气枪清理模型。

-
用过的粉末和新鲜粉末都会被收集到系统下方。清粉站会重新测量用过的粉末和新鲜粉末。

-
清粉站有一个新鲜粉末料仓,您可以打开粉仓盖,向料仓中添加新粉并进行混粉工作

-
将清洁后的Build Unit 220推入RMS220打印机,即可进行下一次打印任务。更多清粉站的操作请参考C220-P清粉站使用手册。您可以对模型进行下一步的后处理工序。

¶ 喷砂
喷砂技术是一种对选择性激光烧结(SLS) 3D 打印部件进行后处理的方式,可以清除多余粉末、改善表面质量和增强机械性能。并且可以为后续的涂层、染色等表面处理工艺做好准备。请参考B520P喷砂机相关文档。